
您好,欢迎您访问天津华岐友发管道科技有限公司官方网站!
在管线管的生产与服役中,防腐涂层是保障其长期安全运行的生命线。根据我的经验,许多项目在初期选型时,容易混淆不同标准体系的要求,导致后续出现质量问题。从技术角度来看,国标(如GB/T 23257《埋地钢质管道聚乙烯防腐层》等)对防腐涂层的核心要求,可以归结为三个层面:首先是涂层体系的结构与厚度,例如常见的三层PE结构,其各层厚度有明确区间;其次是附着力、阴极剥离、抗冲击等关键性能指标,这些直接关系到涂层在运输、施工及土壤应力下的完整性;后是严格的出厂检验,包括电火花检漏、剥离强度测试等。我们在实际生产中,必须依据具体的合金管规格型号对照表,结合管径、壁厚及服役环境,来精准确定涂层的等级和参数,这是质量控制的第一道关口。
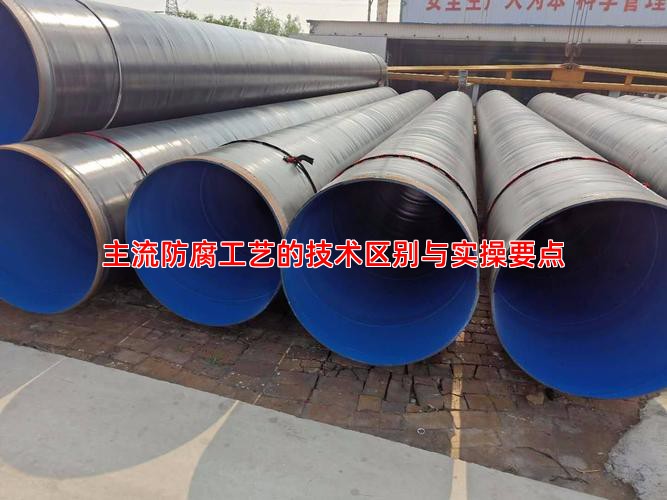
目前,管线管的主流防腐工艺主要包括熔结环氧粉末(FBE)、双层/三层聚乙烯(2/3PE)以及环氧煤沥青等。它们的区别绝非仅仅是材料不同,更体现在整个钢管生产工艺路线上。以应用广的三层PE和FBE为例:FBE涂层薄,与钢管表面是化学键结合,附着力极佳,更适合地形复杂、需要弯曲的段,但其抗机械损伤能力相对较弱。我们的工艺实践表明,FBE的生产中,前处理除锈必须达到Sa2.5级,预热温度与粉末固化窗口要精确匹配。而三层PE则提供了优异的机械保护和抗渗透性,其工艺核心在于环氧粉末的胶化、胶粘剂的熔融挤出与聚乙烯层的缠绕必须同步、稳定。一个关键的控制点是,聚乙烯层的厚度需根据钢管技术参数,尤其是管径来调整,壁厚公差控制会直接影响涂层总厚度的均匀性。在加工中,我们常通过调整挤出机温度、螺杆转速等参数来保证涂层质量。
确保防腐涂层质量,离不开贯穿始终的检测。除了遵循国标规定的检测项目,我们内部会增设过程监控点。例如,在涂敷前,钢管的表面清洁度和锚纹深度必须100%检查;涂敷过程中,实时监控各层温度曲线是关键,三层PE的中层胶粘剂挤出温度建议控制在220-240℃这个范围,温差过大会导致层间粘结失效。常见的质量问题如涂层“薄点”或“漏点”,多源于前处理不净或喷涂不均;而阴极剥离数据超标,则可能与环氧粉末固化不充分或钢管表面有污染物有关。解决这些问题,需要回溯到钢管加工技术的每一个环节。对于使用者而言,参考准确的合金管规格型号对照表来选择匹配的涂层等级,并与生产方明确所有钢管技术参数和质量标准,是避免纠纷的佳方式。如有具体的技术问题,例如特殊工况下的涂层选型或现场补口工艺难题,欢迎来电深入交流:。
13652031118 工程有限公司 |
扫描二维码
手机查看更便捷
| 联系电话 | |
13652031118 13652031118 |
| 公司地址 | |