
您好,欢迎您访问天津华岐友发管道科技有限公司官方网站!
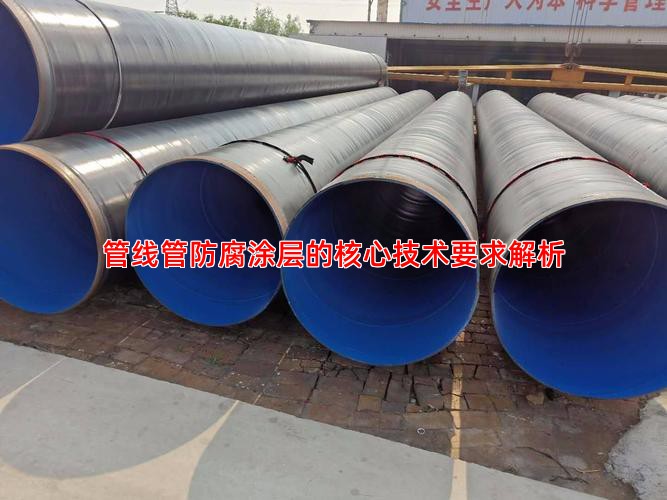
在长输管线工程中,防腐涂层是保障管线管服役寿命的第一道防线。根据我们的工艺实践,许多涂层早期失效问题,根源在于对标准技术要求的理解偏差。从技术角度来看,涂层标准不仅规定了厚度、附着力、耐阴极剥离等性能指标,更与钢管基体状态密切相关。例如,在涂覆前,钢管的表面处理必须达到Sa2.5级清洁度,锚纹深度需控制在50-90μm,这是涂层获得长效附着力的基础。我们常将涂层标准与管线管规格型号对照表结合使用,因为不同规格(如外径、壁厚)的钢管,其热容量和几何形状会影响涂层的固化均匀性和边缘覆盖效果,这直接关系到终的钢管质量标准符合性。
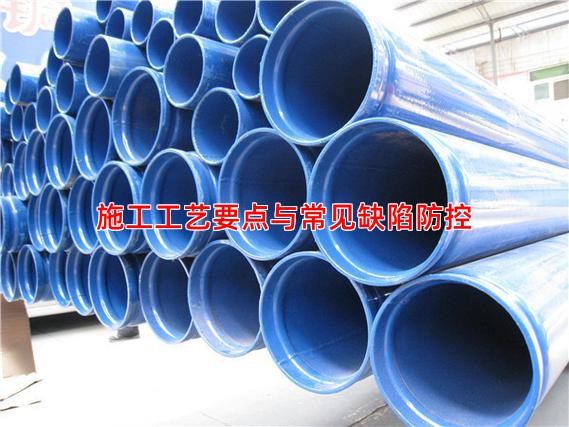
在实际生产中,防腐涂层的施工工艺是理论要求落地的关键。以常用的三层PE防腐为例,其工艺链条环环相扣。首先是预热温度,必须将钢管均匀加热至40-60℃,以去除潮气并确保环氧粉末的瞬间胶化效果。环氧粉末喷涂的厚度应严格控制在120-180μm,这是整个涂层体系的防腐基石。随后的胶粘剂和聚乙烯层挤出缠绕,需要根据钢管技术参数,特别是管径和钢管生产工艺带来的椭圆度,动态调整挤出压力和缠绕张力,防止出现“搭接不匀”或“聚乙烯层翘边”的缺陷。我们的经验是,壁厚公差控制在±10%以内的优质管体,是获得均匀涂层的先决条件,这本身就是钢管加工技术水平的体现。
涂层质量的终把关,依赖于系统性的检测。除了常规的厚度测量和电火花检漏,我们更看重两项关键测试:一是高温下的阴极剥离测试(通常48小时,剥离半径≤8mm),它能模拟涂层在恶劣条件下的失效情况;二是针对现场补口的质量抽查。在实际生产中,补口区域是防腐的薄弱环节,其剥离强度必须不低于母材涂层强度的70%。对于检测中发现的气泡、针孔或附着力不足等问题,我们的解决思路是逆向追溯:检查表面处理的砂粒是否受潮、预热温度曲线是否稳定、或者粉末的凝胶时间是否与生产线速度匹配。每一次工艺参数的微调,都基于对管线管规格型号对照表和具体生产条件的精确把握。确保涂层质量的稳定,是管线安全运行的根本。
以上是我结合一线经验对管线管防腐技术的几点核心分享。涂层技术细节繁多,各厂工况不一,如有具体技术问题需要深入探讨,例如您的项目管线规格对应的特殊工艺参数,欢迎来电交流:。
13652031118 工程有限公司 |
扫描二维码
手机查看更便捷
| 联系电话 | |
13652031118 13652031118 |
| 公司地址 | |